Product Name:Silver flux

EL2000Silver flux/powder
Product features
High efficiency silver welding powder. Good fluidity and wide active temperature range. It is especially suitable for blending into paste. After being blended into paste, the viscosity is high and durable.
Product advantage
Stable performance, convenient use, long-term storage, no caking, no precipitation, strong activity, good fluidity, smooth and clean weld seam and minimal residue at the weld joint.
Application range
Cooperate with silver-based brazing filler metal to braze various materials such as copper and copper alloy, stainless steel, nickel alloy, hard alloy, diamond poly wafer, etc. at 550-850℃, suitable for various brazing methods such as flame, resistance, induction, high frequency, furnace, etc. Applications: refrigeration accessories, compressors, stone cutting tools, woodworking tools, auto parts, spectacle frames, jewelry, electrical appliances, hardware tools, etc.
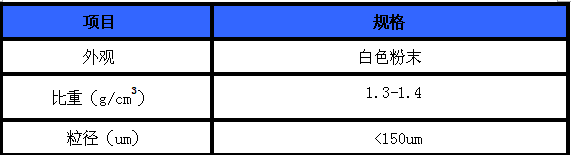
Parameter
Use method
1) Preparation before welding: In order to obtain the best brazing effect, the contact surface of the brazed joint shall be cleaned by mechanical or chemical methods to ensure the thorough removal of oxides or organics. The end surface of the joint shall not be too rough, and shall not adhere metal particles and other dirt. The stainless steel surface shall not be brushed with a wire brush.
2) Welding operation: Blend silver welding powder into paste with purified water and then apply it to the joint of the workpiece, or heat the brazing filler metal first and then adhere the welding powder. The gap between the welds shall not be too large. Generally, it is 0.01-0.05 mm. During flame brazing, neutral flame is usually suitable, and direct heating of solder and flux by flame should be avoided during operation.
3) Post-welding treatment: the post-welding residue can be soaked in hot water or 10% citric acid. If the surface appearance requirement of the workpiece is not high, cleaning can be avoided.